|
复合加工的主要特点是综合应用机械、光学、化学、电力、磁力、流体和声波等多种能量进行综合加工,提高了加工效率,生产率往往大大高于单独使用各种加工方法的生产率之和。复合加工在提高加工效率的同时,兼顾了加工精度、加工表面质量及工具损耗等,具有常规单一加工技术无法比拟的优点。通常所说的复合加工技术具有2 种含义,一种是以能量或运动方式为基础的不同加工方法的复合;另一种是以工序集中原则为基础的机械加工工艺为主的复合,这是数控加工领域近年来快速发展的高效率加工方式。
复合加工技术主要解决2 个方面的问题:特殊结构与复杂结构的加工、难加工材料及脆硬材料的加工。目前,复合加工技术已经在航空、航天、兵器和原子能等工业领域中难加工材料的高效加工中逐步进入广泛应用阶段。近代迅猛发展的精密机械和电子工业中大量使用硬脆材料( 如硬质合金、陶瓷、光学玻璃和宝石等) 和晶体材料( 如半导体晶片、单晶体和蓝宝石晶体),复合加工技术更有了新的用武之地,可以对陶瓷、玻璃和半导体晶片等硬脆性材料以经济、可靠的方法实现高的成形精度和极低的表面粗糙度,并可使表面及亚表面层晶体结构组织的损伤减少至最低程度。
复合加工的基本形式
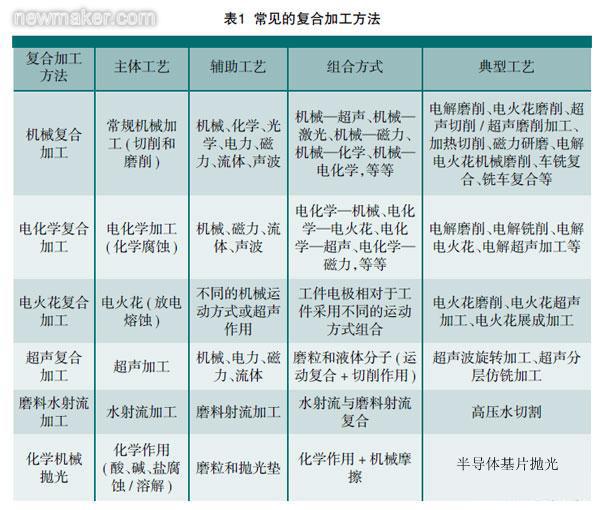
复合加工技术可以划分为机械复合加工、电化学复合加工、电火花复合加工、超生复合加工、磨料水射流加工、化学机械抛光[1],按照上述分类,复合加工方法的基本含义概括起来如表1 所示。在普通精度机械制造领域,以常规机械加工、电化学加工、电火花加工为主的复合加工方法最为常用。近年来随着数控技术的发展和产品零件整体化设计方法的广泛应用,机械加工领域的车铣复合、铣车复合加工、切削—电加工复合加工方法得以快速发展,成为支持现代航空产品加工的重要手段,新型复合加工设备的不断推出,有力地支持了复合加工技术的发展和应用。
以工序集中为基础的复合加工方法
以工序集中为基础的复合加工是机械加工领域采用的典型复合加工方法,通常是在一次定位装夹中,在一台设备上完成车、铣、钻、镗、攻丝、铰孔、扩孔等多种切削加工要求。这种复合加工方法的最突出特点是工件加工工序集中、一次装夹可实现多种结构要素的加工,减少了工件定位装夹次数、消除工件周转等待时间,可以消除工件多次装夹定位造成的误差累积,有利于保证工件上关键要素的位置精度要求,同时缩短了工件的生产周期。
以工序集中为基础的复合加工技术一直与机床结构发展密切相关。从19 世纪40 年代转塔车床、20 世纪初期组合机床的广泛应用,到20世纪50 年代出现的三轴数控铣床、带有刀具自动交换装置的加工中心的出现,有力地推动了工序集中的复合加工加工方法的发展。20 世纪80年代中后期,随着加工中心功能和结构的完善,显示了以工序集中原则为基础的数控机床的优越性,开始出现车削中心、铣削加工中心、磨削中心等,但这些加工方式仍然限定在同一种加工方式上,尚不能称为真正意义上的复合加工方法。20 世纪90 年代后期开始出现了车铣复合中心、铣车复合中心、车铣磨复合中心等以及配有夹持工件机械手的多动力头加工单元( 如瑞典Transflex 型机床,加工过程中以工件送进方式到达配有不同刀具的动力头处进行加工,实现多工序“复合”),这种不同切削加工方法的复合才真正成为了复合加工技术发展的一个新热点。
车铣中心以车削功能为主,并集成了铣削和镗削等功能,具有3~4 直线进给轴(车削原有的2 个直线轴、铣头增加的1~2 个直线轴)和2~3个回转轴(车削回转、铣削回转及铣头摆动),且配有自动换刀系统。这种车铣复合加工中心是在三轴车削中心基础上发展起来的,相当于1 台车削中心和1 台铣削加工中心的复合(车削为主功能,铣削属于辅助功能),可以在1 台车铣中心上,经过一次装夹,完成工件的车、铣、钻、镗、攻丝等加工,扩大了车削加工工艺范围。这类复合加工机床可以满足以回转结构要素加工为主的异形回转体零件高精度加工要求,是目前世界范围内最先进的机械加工设备之一。
铣车中心是一种以铣削功能为主,增加了工作台的回转功能以满足车削加工的需要,在保留原有3~5 轴运动方式基础上,将回转工作台作为车削回转轴,且配有自动换刀系统。这种铣车复合加工设备是在铣削加工中心基础上发展起来的,相当于1 台铣削中心和1 台车削中心的复合( 铣削为主功能,车削属于辅助功能),可以在1 台铣车中心上,经过一次装夹,完成工件上槽、型面、开口、孔、外圆等结构的铣、车、钻、攻丝等加工,扩大了铣削加工工艺范围。这类复合加工机床可以满足以复杂型面及结构加工为主的回转体结构零件的加工要求,是近年来为满足燃气轮机、航空发动机、电站发电设备等动力机械零部件制造需求而逐步发展起来的先进机械加工设备。
以能量复合为基础的复合加工方法
以能量复合为基础的复合加工是为了满足精密超精密加工、难加工材料加工、特殊材料加工而采用的加工方法,通常是2 种或2 种以上工艺方法的组合,在一台设备上完成同一结构的加工。这种复合加工方法的突出特点是2 种或2 种以上能量复合,其主要特征是在加工过程中工具与工件之间没有显著的切削力,加工用的工具材料硬度可以低于被加工材料的硬度,能用简单的运动加工出复杂的型面。
以能量复合为基础的复合加工技术具有较长时间的发展历史,重点是电解、超声、电火花、热能等与机械加工复合,满足精密加工、特种材料加工、难加工材料加工的加工需求。典型的复合加工方法有:电解在线修整磨削、超声振动切削、电解磨削、电火花超声加工、化学机械抛光等。
电解在线修整磨削(electrolyticin-process dressing,ELID) 是日本物理化学研究所的大森整博士发明的超精密加工技术,利用电解方法在磨削过程中对砂轮进行在线修整。基本原理是把细粒度超硬磨料( 金刚石和CBN) 砂轮磨削与电解方法在线修整砂轮相结合,使砂轮保持锋利的磨粒和稳定的磨削性能,可达到镜面磨削,并获得较高生产率的复合加工技术。ELID 磨削系统中,冷却液为电解液,磨轮旋转时在电极作用下金属结合剂砂轮的表面不断被电解,新的磨料不断露出而保证了砂轮在磨削过程中的锐利性,避免了表层磨料磨损脱落而造成的堵塞现象;离开电解区域的砂轮结合剂表面会发生氧化形成钝化膜而阻止电解作用的继续进行,磨削区的机械摩擦作用使钝化层破坏,再进入电解修整过程。ELID 磨削几乎可以应用于所有可进行磨削加工的工件材料,特别适合于加工平面。
超声振动切削是在普通机械加工中引入超声振动,将超声振动施加在刀具或工件上而形成的复合加工方法。超声振动切削从微观上可以看做是脉冲切削,振动周期中,刀具与工件、切屑断续接触,改善了切削液的冷却、润滑作用,使得刀具所受到的摩擦变小,从而减少切削热、切削力,并且有助于消除积屑瘤。一些试验研究表明,超声振动切削可使切削力减小到 1/20~1/3;超声振动攻丝扭矩可降低到普通攻丝的l/8~1/3 ;在保证加工精度和加工质量的前提下,超声振动切削的效率比一般切削方法提高2~3 倍,有时甚至更高;在镗孔加工中采用振动切削,加工尺寸稳定、形状误差小、粗糙度降低;超声振动切削也使一些高强度、高硬度和难成形材料的切削加工成为可能。目前,超声振动切削已应用于耐热合金、不锈钢、钛合金以及陶瓷、玻璃等金属和非金属难加工材料的加工,也应用于易弯曲变形的细长杆类零件、小径细孔、薄壁零件、薄盘类零件与小径精密螺纹以及形状复杂、加工精度和表面质量要求又较高的零件。
电解磨削是靠阳极金属电化学腐蚀作用和机械磨削作用相结合,通过电化学作用蚀除金属产生阳极薄膜,工件的尺寸或形状是靠砂轮磨粒刮去阳极薄膜获得。这种复合加工比电解加工有更好的加工精度和表面质量,比机械磨削有更高的生产率。电解磨削系统中,金属结合剂的导电砂轮接直流电源的阴极,被加工工件接阳极。砂轮磨粒突出于导电砂轮的基体而形成工件与砂轮之间的加工间隙,加工间隙中充满了电解液,工件表面的金属在电流和电解液的作用下被电解腐蚀,形成一层极薄的氧化物或氢氧化物薄膜( 硬度较低的阳极薄膜) ;刚形成的阳极薄膜迅速被导电砂轮中的磨料刮除,在阳极工件上又露出新的金属表面并继续产生电解腐蚀。这样,电解作用和磨粒刮削薄膜的磨削作用交替进行,流动的电解液带走阳极溶解产物及产生的热量,通过这一过程连续进行实现对工件的加工,直至达到一定的尺寸精度和表面粗糙度。电解磨削主要优点是:加工范围广,只要选择合适的电解液就可以加工任何高硬度、高韧性的导电材料;磨削力小,磨削热很少,消耗功率也小,不会产生磨削烧伤、裂纹和毛刺,能获得比电解加工更高的加工精度和更好的表面质量。目前,电解磨削主要用来加工高硬度、易产生硬化烧伤现象及热敏感材料的零件,如硬质合金刀具、钛合金叶片等。
复合加工技术的典型应用实例
整体化薄壁结构零件是现代飞机、航空发动机结构中常见的设计形式,整体薄壁结构件不仅能满足飞机与发动机结构轻量化的设计追求,而且能满足航空产品易维护、高可靠性、长寿命的基本需求,零件主要特征是:(1)整体薄壁结构件通常壁厚尺寸小,一般只有1~3mm ;(2) 零件结构复杂,在多个方向上分布有形式不同的结构结构元素需要加工;(3)零件精度要求高,加工时装夹困难、加工过程中易产生加工变形;(4) 有些复杂结构零件采用钛合金、高温合金、高强度不锈钢等难加工材料,常规的加工方法材料去除效率低、难度大,且容易产生表面缺陷而影响零件寿命。
航空产品零件大多需要经过比较复杂的工艺流程、数十至数百个工序才能完成加工,保证工件加工精度和质量、提高生产效率是制造过程的永恒主题。以工序集中为基础的复合加工技术,将“集中工序、一次装夹实现多工序复合加工”的理念贯穿在零件切削加工过程中,为航空复杂结构零件的制造提供了新途径;以能量复合为基础的复合加工技术,则将“能量集成、多方法同时作用实现关键结构要素的加工”理念贯穿于难加工结构和难加工材料零件的制造过程中。
1 铣车复合加工技术的典型应用
发动机整体机匣类零件是适合铣车复合加工的典型零件结构,如图1 所示。

常规的加工方法是采用车床、铣削中心配合完成加工,主要工艺路线是:毛坯制备—车床:车削一端端面—车床:车另一端端面—检验:超声波检查—车床:车下端面基准—车床:粗车上、下端—铣削中心:粗铣凸台及其端面—钳工:去毛刺—稳定处理—车床:修下端面基准—车床:半精车上、下端—车床:精车上、下端—铣削中心:精铣凸台及其端面—铣削中心:铣端面形状—铣削中心:机匣周向孔加工—钳工:去毛刺及表面修整。
使用铣车复合加工中心则可以将半精加工以后的工序都集中在铣车复合加工中心上,减少车床、铣削中心之间的工序转换和装夹过程,尽管工艺路线仍然与常规加工方法类似,但车削、铣削是在一次装夹状态下完成的,简化了基准传递协调过程,减少了装夹误差和工序转换周期。采用铣车复合加工中心后,稳定处理前的工序仍然与常规加工方法相同,完成修下端面基准加工后,工件就直接在铣车复合加工中心上完成后续的所有加工,简化了工件的装夹找正过程( 此类零件每次装夹找正误差通常约为0.02mm),更重要的是,消除了凸台、孔、端面廓形三者之间因装夹变化引起的位置误差。
2 车铣复合加工技术的典型应用
飞机产品中适合车铣复合加工的零件主要包括:传动系统的扭力臂、支杆;发动机燃油喷嘴、安装座、阀体等。典型零件结构示意如图2所示。

以图2 零件为例,常规的加工方法是采用车床、铣床及配套工装配合完成加工,主要工艺路线是:毛坯制备—划线,分配余量—车床:粗车回转体外形—铣床:以粗车的回转体外形为基准,粗铣叉耳端轮廓及端面—车床:半精车回转体外形—车床:回转体外形定位,制回转体内孔—车床:内孔定位,精车回转体外形—车床:回转体外形定位,精加工回转体内孔、镗端面孔—铣床:以回转体外形定位,铣叉耳外形、槽腔、槽口—铣床:铣长圆槽—铣床:铣叉耳孔—钳工: 去毛刺及修整。
使用车铣复合加工中心可以从半精车回转体外形开始,将后面所有的工序都集中到车铣复合中心上完成,减少铣削加工过程的重新定位装夹,一次完成剩余部位的加工,消除了基准协调、重新装夹引起误差累积,这类零件的加工精度可以有效地保证传动系统工作的平稳性和可靠性。此外,发动机燃油喷嘴零件、阀体零件使用车铣复合加工设备可以在一次装夹后完成具有相互位置关系的结构要素加工,保证其位置精度,更好地满足其工作性能要求。
3 电解磨削复合加工技术的典型应用
钛合金零件磨削加工的最大问题是,磨削后的工件表面会出现烧伤、裂纹、变形以及易在表层产生拉应力,磨削过程中必须采取降低磨削应力的工艺方法。为了达到低应力磨削的效果,常规的磨削工艺通常要细分磨削工序,并严格控制粗磨、半精磨、精磨3 个阶段的进给量。
采用电解磨削复合加工是解决钛合金零件磨削难题的有效工艺方法之一。根据电解磨削加工原理,使用金属结合剂的金刚石砂轮组成电解磨削复合加工系统,这种工艺方法在国外已经获得应用,并将其称为金刚石磨削。
金刚石磨削是零件上加直流电流( 阳极为采用金属结合剂的金刚石砂轮),砂轮表面上砂轮与钛粘结的阳极溶解作用维持了砂轮的切削性能。进行金刚石磨削可以是正极性电流(零件 —— 阳极,工具 —— 阴极),也可以是负极性电流(零件 —— 阴极,工具—— 阳极)。根据试验[2],钛合金零件金刚石磨削推荐下列磨削条件和参数:正极性电流,砂轮V к=30… 32m/s,工件移动Sпр=0.17… 0.20m/s, 工件转动S φ=1.05•10-2rad/s,磨削厚度H =0.1… 0.2mm, 电压U =4V,电解液为5%K3PO4 + 0.5%(NaPO3)6 +0.3%Na2CO3。获得的基本结论是:对于钛合金叶片,金刚石磨削后叶片的叶背产生比砂带磨削更大的残余压应力,分布到更深的表层下。叶盆段则没有发现2 种加工方式下残余应力的区别。磨削速度、深度和加工区冷却液供给量对零件表层残余应力数值和特点有影响,增加速度、深度和加工区冷却液供应不足时形成残余拉应力。
结束语
复合加工技术在难加工材料零件制造、高精度工件加工、改善被加工零件表面质量等方面的应用,已经体现出了其自身的优势。航空产品制造领域一直是先进制造技术发挥作用的重要舞台,随着航空产品性能的提高,关键零件的高精度、高可靠性要求更为严格,复合加工技术的不断完善和发展必将为航空关键零件的制造提供更好的技术支撑。
|





