|
一、概述
压铸铸件的生产,需要依靠压铸机器设备才能完成,压铸机是压铸件生产的基础,压铸设备的技术水平决定着压铸铸件的质量和水平,所以要想促进压铸件行业发展就必须优先发展压铸设备。我国是压铸铸件大国,但是在生产技术水平以及行业设备方面还有待提高,我国的十二五规划明确指出铸造行业发展的主要任务是:优先发展重大技术设备,目标是为压铸企业技术升级提供装备支持。压铸技术设备的发展,将有助于压铸机械设备水平的提高,从而提高铸件的品质和技术水平,促进铸件业发展。
二、国产压铸机快压射存在的问题
近年来,我国压铸机装备技术发展迅速,在设计水平、技术水平、性能指标、机械结构和制造质量上都有所提高。特别是冷室压铸机,通过近几年来的技术革新,我国压铸机装备技术已经在原来的技术上有了很大突破,目前我们所使用的国产压铸机的压射部份绝大多数为双循环系统,与单回路压射系统不同的是,双回路压射系统的增压机构另外设置一个独立的增压蓄能器,专门驱动增压活塞,即快压射和増压有分别独立的储能器。目前大部分压铸机使用双回路压射系统。从工作原理上讲这样的液压原理应该会获得很稳定的压射效果。但从实际使用的情况来看,结果并非如此,经常出现快压射速度不稳定现象。主要表现为:
1.无规律发作,快压射速度时快时慢,产品品质不稳定,从声音上都能听出有明显区别。
2.阶段性发作,某一阶段很稳定,某一阶段又很不稳定,有时几个小时都很不正常。
三、原因分析
原因分析:
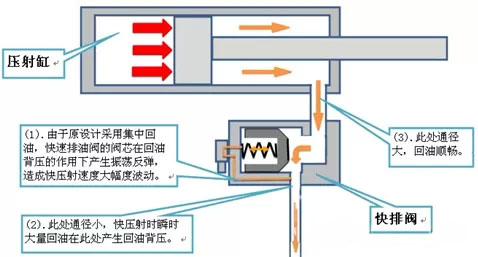
根据长期的观察,发现主要是由于控制快排阀的电磁换向阀使用集中回油而造成的。见图1
提高国产压铸机快压射稳定性的改造方案
改进前状况:
由于原设计采用集中回油,快压射时瞬时大流量回油,在快速排油阀出口处产生较高的回油背压。使快速排油阀的阀芯在回油背压的作用下产生振荡反弹,改变了回油流量造成快压射速度大幅度波动。特别是到了快压射末端,速度会明显下降。造成产品填充不良或内部缺陷。有时甚至于很难判断是机器问题还是模具问题。
四、改进方案
针对上述问题,对原压射系统进行了改进:
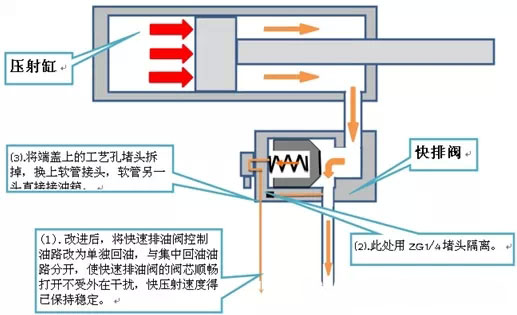
将控制快速排油阀的电磁换向阀控制油路与集中回油油路分开,改为单独回油,使快速排油阀的阀芯顺畅的最大限度的打开,不受回油背压干扰,快压射速度得已保持稳定。
提高国产压铸机快压射稳定性的改造方案
五、结论
通过对国产双回路压铸机快压射油路控制系统的改进,大幅提升了压射的稳定性,产品合格率得到极大提升。改造方案简单易行,且成本低廉。
|





