|
一、新产品开发阶段的工艺设计
压铸工艺设计的基本任务是:根据新产品的结构、质量要求,预计的模具状况、采用材质、使用的压铸机型号等因素,围绕提高效率,改善质量,以及增加效益等要求,来制定工艺方案。压铸工艺的设计必须根据压铸生产特点和生产的规律性来确定内容和要求。
压铸生产是一个复杂的系统工程,工艺控制环节复杂,工艺参数繁多,生产中应尽量减少所有可能影响产品质量因素的波动范围,只有在各因素稳定的前提下才能谈工艺的合理性,否则将不可能获得稳定产品质量。压铸工艺设计要充分考虑产品的特性要求,根据产品要求设计合理的工艺要求。所有工艺管理内容围绕如何满足充型时所需的温度、速度、压力等倒推展开。
压铸机和压铸模组成了一个压铸系统,该系统应该具有尽可能大的工艺“适应性”,即调整工艺参数的范围能够尽可能大,能适应多变的生产条件,获得高质量的铸件。利用p- Q2图的“窗口”技术,可以对压铸进行匹配优化。虽然优化后的压铸系统工艺参数的取值范围得以扩大,但这不是本文所要讨论的范围,本文主要是针对生产实际中那些被忽略的工艺条件作简要的论述。
1.浇注温度的选择
在工艺设计时根据经验或理论可选择合适的浇注温度范围,但填充时的金属液温度是无法直接测量和监控的,只能通过控制保温炉中的金属液温度实现,然而保温炉中金属液的温度状态并不代表填充时金属液温度状态,这就需要控制金属液离开保温炉后的热量损失,特别是在进入压射室以后,压室充满度越低,单位时间内温度下降越明显,不同的产品还应根据慢压射速度的不同,选择适宜的保温炉温度。同时选择慢压射速度时也必须考虑铝液的热量损失和流动性。
2. 慢压射速度的控制
慢压射速度的控制在现有的压铸工艺中并没有得到足够的重视,反映在实际情况就是多数工艺人员设计的工艺卡上无明确要求,操作者不知道如何调整,工艺人员也无法对慢压射速度进行有效的测控。每次更换模具后,几乎无人进行慢压射速度的调整。不过在高端设备和近几年出的压铸机上都加强了这方面的控制能力。慢压射速度的调整原则是既不过多地降低合金液温度,又有利于排除压室中的气体。
理论计算公式一般采用下式:
式中 V——慢压射速度;
d——冲头直径;
K——压室充满度。
其实仔细研究后发现:通过精确的控制,保证充型时金属液有良好流动性,以及在压铸填充过程中,压射冲头向前推进的速度大小直接影响铸件的质量。
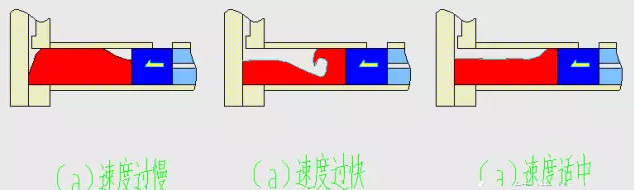
如附图所示,当压射冲头在第一阶段的运动速度太低或太高时,都不利于压室中气体的排出。为有效消除压铸件气孔问题,在此阶段压射冲头可采用匀加速运动,即压射速度由零逐渐增高到一合适值,金属液在压射冲头的推动下,既不会从浇注口溅出,又能形成光滑的波幅将空气排出,这是获得优良压铸件的前提。因为慢压阶段在铝液中卷入的气体和表层氧化皮,将极有可能在充型中后期进入产品内部,那些无法进入渣包的氧化皮或没有排除的气体,必将形成较严重的内部缺陷。
冲头慢速运动示意图
影响慢压射速度的因素如下:
(1)设备慢压射控制阀的开度大小。
(2)慢压射的压力。
(3)压射冲头和压射室之间的阻力,主要考虑润滑、配合间隙和金属液流动性。
(4)另外,还应考虑如何减小压射开始时金属液的波动,特别对于压室充满度高的产品,较大波动直接可能封闭浇注口,使压室内气体不能顺利排出。
3. 其他参数
关于压铸工艺其他参数的设计,各种参考书都给出了不同的经验值和公式,大家可以根具实际情况选择、优化,本文只根据实践经验为车间管理工艺者提供分析问题的思路,希望大家不要被各种理论束缚,一切从实际出发,用系统的方法,不断优化自己的工艺文件,尽量使《压铸作业指导书》控制到压铸生产的每一个细节,向实现各环节“标准作业”或“全自动”生产努力。
二、产品试制阶段的工艺验证及控制
前期设计的压铸工艺是否合理,能否适应压铸生产的实际情况,还必须通过压铸模具到厂后的实际生产来验证。
1.从压铸件的质量判定工艺适应性
上述重点关注的慢压射速度,在实际中又是如何检查慢压射速度是不是合适?
(1)目前,很多设备有速度曲线显示,可以很方便地监控每一个工作循环各阶段的速度。
(2)对于没有速度显示功能的设备,可以采用高精度计时器自制速度测量装置测量、调整慢压射速度。
(3)最简单的方法验证慢压射阶段是否卷气,就是在生产正常进行时(压室温度和金属浇注量同实际生产时一致情况下),在快压射开始位置使设备停止,待压室中金属液凝固后(注意防止未凝固金属液飞溅伤人),将压室中金属棒取出待冷却后检查内部是否卷气(要注意区分卷气和铝液收缩),同时可确认快压射转换时机是否合适。
不合适的慢压射速度对压铸件的内部质量影响较大,特别是表现在内部气孔的分布上,这在验证压铸工艺时应引起重视。
生产中,压铸废品分外观(表面)缺陷和内部缺陷。外观缺陷在压铸生产过程中就能发现,内部缺陷只有在后道工序才能发现,这都与压铸工艺参数有关,因此工艺参数的选择与稳定非常重要。
在压铸件质量的实际判断时,由于增压建压时间是无法测定的,增压触发的时机是否正常,对压铸件的内部质量影响较大,要生产出内部质量优良的铸件,就必须使压铸机的增压功能真正起到作用,过早和过晚都不能有效地提高压铸件的内部质量。增压建压时间过晚,增压时,铸件内部已凝固,对铸件起不到增压的作用。故对增压系统增压压力的大小,增压的起始压力(即触发压力),增压速度的快慢,以及增压的起始时间都要进行适当的调节。如增压的起始压力的调整,增压起始压力过小,引起铸件填充不好,铸件的表面质量会出现很多问题。若增压的起始时间过晚,铸件早已凝固,增压的作用就没有了。故增压起始时间的早晚也是至关重要的。若机器上带有曲线显示,调节情况可从曲线上查看。若无曲线显示,可仔细观察铸件的质量来判断增压参数的控制情况。
一般情况下,经过计算的快压射启动位置在实际中不会相差太大,在此就不再赘述。
2. 压铸现场工艺控制的主要内容
压铸现场工艺控制主要是调动巡检员和班长的积极性,督促压铸工严格执行“压铸工艺”,通过对工艺的监控保证产品质量;认真按照“巡检规程”对产品的质量进行检验,通过发现产品的不合格状态,及时发现生产中的各种异常,做出调整,并对所生产产品做出准确的处置。现场工艺的控制要求巡检员具备发现工艺异常和不合格品的能力;班长具备排查出不合格产生的原因,解决现场问题的能力。班长解决不了的问题由技术人员分析解决,并制定相应的纠正预防措施;技术人员要及时了解生产中压铸工艺的实施信息,且利用这些信息,不断对压铸工艺进行改进和完善。在生产中应切实注意异常情况的发生,稍有不慎可能会造成批量产品的报废。
三、压铸工艺的改进和优化
工艺文件的制定需要在实际生产中不断改进、完善。针对每一套模具在不同压铸机上生产,都应有最适合的工艺,如何优化工艺,提升生产效率和产品质量是压铸车间技术员工作的中心。生产中特别需要重视以下环节。
(1)新产品、新模具试制阶段一般要进行三次试制工作,首先,在单件产品尺寸鉴定合格后,进行30~50件试制,确认产品性能稳定;其次,进行300件(至少生产一个班次)试制,确认模具生产效率符合生产要求;第三,待上述试制工作完成后方可进行大批量生产。这个阶段是检验前期工艺设计(设想)的重要环节,所有理论计算得来的数据或经验数值必须在经过实践检验后才能指导生产,这个阶段是对压铸技术人员能力的真正检验。这个阶段是如何利用现有模具,或通过对模具修理改进,生产出合格的产品,制定出适宜“压铸工艺”的关键阶段。在此过程中也可使用P-Q²图帮助分析模具和设备的工艺匹配特性,作为指导修理模具的理论依据。
(2)新模具投产的初期,这一过程一般要求在模具生产2000模次内将工艺定型完善,主要调节快压启动位置、慢压射速度、快压射速度、增压压力、增压起点及铝液温度等,使这些因素逐步得到优化。随着工艺调整的进行,在产品质量达到正常的质量标准,以及生产效率达到或优于设计的状态时,就可将现有的压铸工艺固化下来,指导今后的压铸生产。同时,对生产过程中发现问题要做出及时的更正,这样才能不断改善和提升压铸工艺的设计水平。
(3)对于生产过程中发生批量质量问题时,应参照“四不放过”的原则,对产品质量事故原因进行分析,属于工艺设计方面造成的,应及时对工艺进行修正,属于工艺没有规定时,要对“压铸工艺”和“巡检规程”进行审查补充。
特别是对模具进行大修之后再次进行生产时,必须对压铸工艺进行重新验证。
|





