我的商品xx克,尺度xx*xx毫米,请问该用多大的机器打对比合适。”——这是压铸模具压铸机选型的常见疑问。
浇注量,这联系到商品能不能成型
怎么核算商品机器吨位?
对于核算压铸机吨位的疑问,说难不难,说简略也不简略。只需了解了其间的联系,算出商品所要的机器吨位就显得很轻松了。
首要先断定这么一个概念:
压铸机吨位巨细是指压铸机锁模力巨细锁模力是选用压铸机时首要要断定的参数。锁模力的作用首要是为了战胜模腔内的胀型力,以锁紧模具,避免金属液飞溅,确保铸件的尺度精度。那么回到开始的疑问,怎么核算压铸机的锁模力呢?先看以下公式:压铸机锁模力>开模力F1×1.1
那么,开模力又是啥,该怎么核算?开模力指压铸出产时作用于型腔欲使模具胀开的力。开模力可用以下公式求得:锻造面积×锻造压力
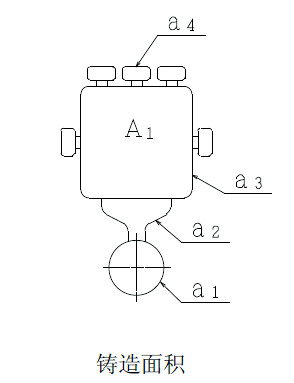
锻造面积 A1=a1+a2+a3+a4=料饼面积+浇道面积+商品面积+集渣包面积面积预估 模具还没完全设计好时,咱们只知道商品的投影面积a3,以此估算
a2=0.21a3
a4=0.12a3
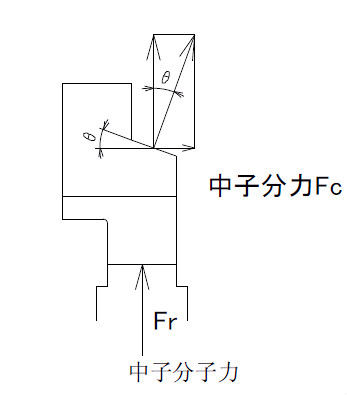
料饼面积依据冲头开模力 F1=锻造压力Pp×锻造面积A1+中子分力Fc(有滑块的开模力核算)有滑块中子时,需核算中子分子
中子回来力 Fr=商品面积Ac×核算锻造压力×75%
中子分力 Fc=中子回来力Fr×tanθ
开模力 F1=(a1+a2)×Pp+a3×Pp×0.75+a4×Pp×0.25+Fc
锻造压力散布:
因为模具遍地温度不宜,压力传递纷歧,对各部分分施加压力分类核算如下:
商品部=核算锻造压力×75%
集渣包部=核算锻造压力×25%
料饼、浇道部=核算锻造压力×100%
铝:气密性要求高的通常在80MPa以上,别的60MPa
锌:30MPa左右
锁模力需要开模力的1.1倍以上的力气,开模力若比锁模力大,则易发作飞边(短射)、尺度过大等景象,不能进行实践出产。
锁模力>开模力×1.1=锻造面积×锻造压力=(料饼面积+浇道面积+商品面积+集渣包面积)×锻造压力×1.1
|