|
1.退料板与板料接触 2.冲头接触板料,板料开始变形 3.材料在应力点开始断裂 4.废料从板料中开始断裂出来 5.冲头冲压到底 6.冲头回缩,废料自由下落,冲压工序完成
二、从废料情况看出的信息
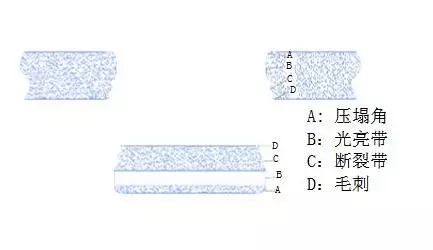
废料本质上就是成形孔的反像。即位置相反的相同部位。通过检查废料,你可以判断上下模间隙是否正确。如果间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。间隙越大,断裂面与光亮带区域所成角度就越大。如果间隙过小,废料会呈现出一小角度断裂面和一宽光亮带区域。
过大间隙形成带有较大卷边和边缘撕裂的孔,令剖面稍微有一薄边缘突出。太小的间隙形成带稍微卷边和大角度撕裂,导致剖面或多或少地垂直于材料表面。
一个理想的废料应有合理的压塌角和均匀的光亮带。这样可保持冲压力最小并形成一带极少毛刺的整洁圆孔。从这点来看,通过增大间隙来延长模具寿命是以牺牲成品孔质量换取的。
三、为什么要使用正确的下模间隙?
(1) 最佳间隙:剪切裂缝结合,均衡冲压力、工件质量和模具寿命。
(2) 间隙太小:次等的剪切裂缝,冲压力提升,缩短模具使用寿命。
四、模具间隙的选择
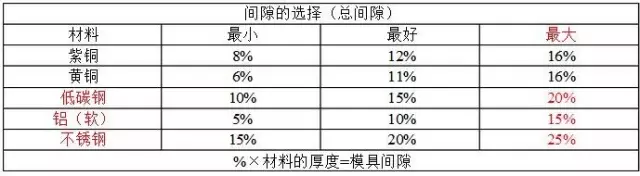
模具的间隙与所冲压的材料的类型及厚度有关。不合理的间隙可以造成以下问题:
(1) 如间隙过大,所冲压工件的毛刺就比较大,冲压质量差。如果间隙偏小,虽然冲孔的质量较好,但模具的磨损比较严重,大大降低模具的使用寿命,而且容易造成冲头的折断。
(2) 间隙过大或过小都容易在冲头材料上产生粘连,从而造成冲压时带料。过小的间隙容易在冲头底面与板料之间形成真空而发生废料反弹。
(3) 合理的间隙可以延长模具寿命,卸料效果好,减小毛刺和翻边,板材保持洁净,孔径一致不会刮花板材,减少刃磨次数,保持板材平直,冲孔定位准确。
请参照下表选择模具间隙(表中数据为百分数)
五、如何提高模具的使用寿命
对用户来讲,提高模具的使用寿命可以大大降低冲压成本。影响模具使用寿命的因素如下:
1、 材料的类型及厚度。
2、 是否选择合理的下模间隙。
3、 模具的结构形式。
4、 材料冲压时是否有良好的润滑。
5、 模具是否经过特殊的表面处理,如镀钛、碳素氮化钛。
6、 上下转塔的对中性。
7、 调整垫片的合理使用。
8、 是否适当采用斜刃口模具。
9、 尽量不用标准模具去加工非标准形状。
10、 机床模座是否已经磨损。 六、冲压力的计算
如果冲压厚板,所冲孔径又比较大,就需要精确计算所需要的冲裁力。如果超过机器的额定吨位,容易造成机器和模具的损坏。因此在大工位上冲压加工比较厚的板料时,需要采用下面的公式来计算冲压力:
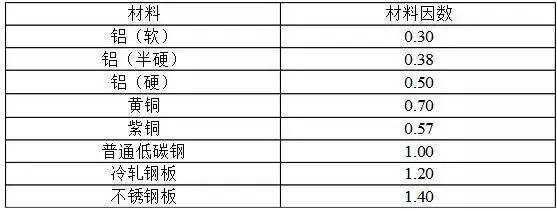
冲压力(KN)=冲压孔的周长(L)×材料厚度(T) ×0.345×材料因数(F) ×剪切因数(S) 计算单位为mm,材料因数(F)的选择(见下表)
材料因数表:
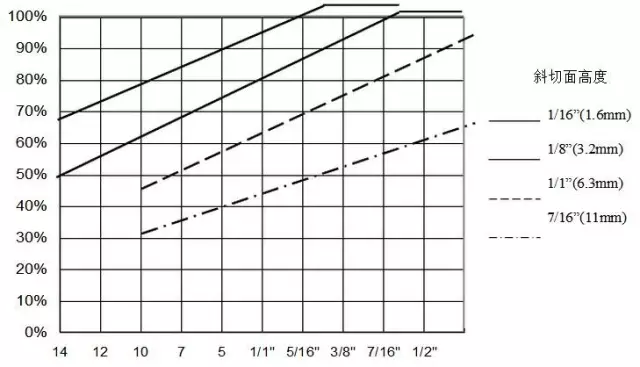
剪切因数曲线表(见下图)剪切强度(当刃口不是斜刃口时,剪切因数为100%)
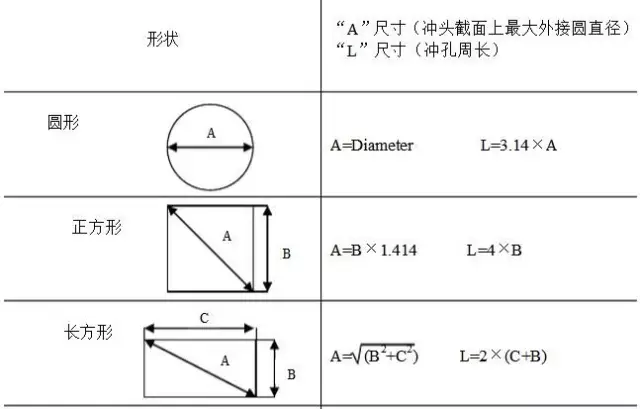
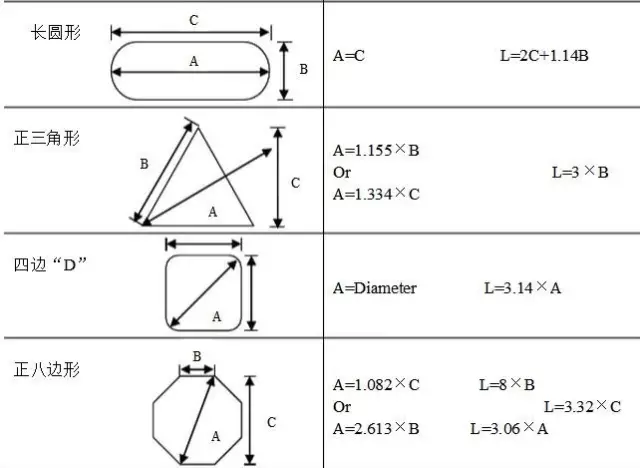
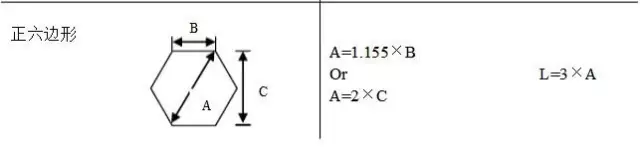
冲孔周长的计算,见下图:
七、冲压特殊尺寸孔应注意的问题
(1)最小孔径 冲φ0.8~φ1.6范围的冲孔请用特殊冲头。
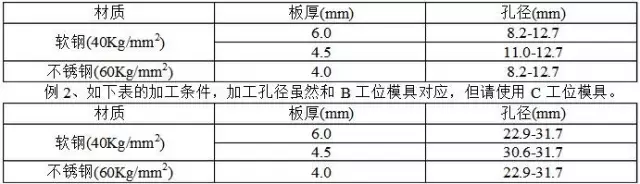
(2)厚板冲孔时,相对于加工孔径,请使用大一号的模具。
注意:此时,若使用通常大小的模具,会造成冲头螺纹的破损。
例1、如下表的加工条件,加工孔径虽然和A工位模具对应,但请使用B工位模具。
(3) 冲头刃口部分,最小宽度与长度的比例一般不应小于1:10。
例3、长方形冲头,刃口长度80mm时,刃口宽度取≥8mm最合适。
(4)冲头刃口部分最小尺寸与板厚的关系。建议冲头刃口部分最小尺寸取板厚的2倍。
八、模具刃磨量的计算
冲头刃口部分的长度、退料板的厚度、材料厚度、入模深度,请见下图
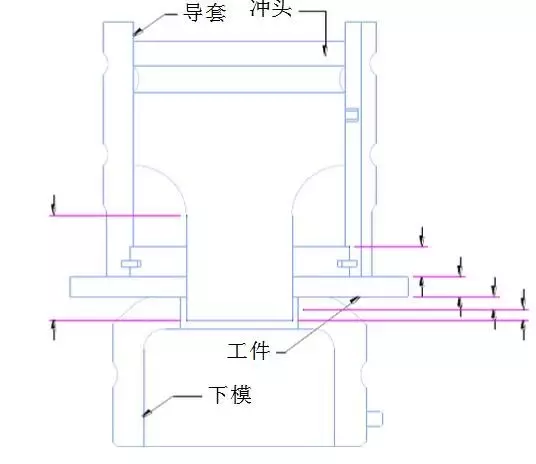
(理论)刃磨量=冲头刃口长度—退料板厚度—材料厚度—入模深度
对于C、D、E工位老式结构的冲头,如果垫片的高度过大,冲头的键槽与冲头座上的定位键无法配合,会造成异形模具无法正常使用。因此,冲头的最大刃磨量只能是3mm。
九、模具的刃磨
1、模具刃磨的重要性
定期刃磨模具是冲孔质量一致性的保证。定期刃磨模具不仅能提高模具的使用寿命而且能提高机器的使用寿命,要掌握正确的刃磨时机。
2、模具需要刃磨的具体特征
对于模具的刃磨,没有一个严格的打击次数来确定是否需要刃磨。主要取决于刃口的锋利程度。主要由以下三个因素来决定:
(1)检查刃口的圆角,如果圆角半径达到R0.1毫米(最大R值不得超过0.25毫米)就需要刃磨(见图)。

(2)检查冲孔质量,是否有较大的毛刺产生?
(3)通过机器冲压的噪声来判断是否需要刃磨。如果同一副模具冲压时噪声异常,说明冲头已经钝了,需要刃磨。
注:刃口边缘部变圆或刃口后部粗糙,也要考虑刃磨。
3、刃口磨损程度与冲孔次数关系分析
4、刃磨的方法:
模具的刃磨有多种方法,可采用专用刃磨机也可在平面磨床上实现。冲头、下模刃磨的频度一般为4比1。刃磨后请调整好模具高度。
(1)不正确刃磨方法的危害
不正确的刃磨会加剧模具刃口的迅速破坏,致使每次刃磨的打击次数大大缩小。
(2)正确的刃磨方法的益处
定期刃磨模具,冲孔的质量和精度可以保持稳定。模具的刃口就损坏较慢,寿命更长。
5、刃磨规则:
模具刃磨时要考虑下面的因素:
(1)刃口圆角在R0.1-0.25毫米大小情况下要看刃口的锋利程度。
(2)砂轮表面要清理干净。
(3)精正公司建议采用一种疏松、粗粒、软砂轮。如WA46KV
(4)每次的磨削量(吃刀量)不应超过0.013毫米,磨削量过大会造成模具表面过热,相当于退火处理,模具变软,大大降低模具的寿命。
(5)刃磨时必须加足够的冷却液。
(6)磨削时应保证冲头和下模固定平稳,采用专用的工装夹具。
(7)模具的刃磨量是一定的,如果达到该数值,冲头就要报废。如果继续使用,容易造成模具和机器的损坏,得不偿失。
(8)刃磨完后,边缘部要用油石处理,去掉过分尖锐的棱线。
(9)刃磨完后,要清理干净、退磁、上油。
注:模具刃磨量的大小主要取决于所冲压的板材的厚度。
十、冲头使用前应注意
1、存放
(1)用干净抹布把上模套里外擦干净。
(2)存放时小心表面不要出现刮痕或凹痕。
(3)上油防锈。
2、使用前准备
(1)使用前彻底清洁上模套。
(2)查看表面是否有刮、凹痕。如有,用油石去除。
(3)里外上油。
3、安装冲头于上模套时应注意事项
(1)清洁冲头,并给其长柄上油。
(2)在大工位模具上把冲头插入上模套底部,不能用力。不能用尼龙锤。安装时,不能通过旋紧上模套上的螺栓来固定冲头,只有在冲头正确定位后才能旋紧螺栓。
4、安装上模组合入转塔
如果想延长模具使用寿命,上模套外直径和转塔孔之间的间隙要尽可能地小。所以请小心执行下列程序。
(1)清洁转塔孔的键槽和内直径并上油。
(2)调整上模导套的键槽,使之与转塔孔的键吻合。
(3)把上模套导直直地插入塔孔,小心不能有任何倾斜。上模导套应该靠自身重量滑入转塔孔。
(4)如果上模套向一边倾斜,可用尼龙锤之类的软材料工具把它轻轻敲正。重复敲击直至上模导套依靠自身重量滑入正确位置。
注意:不能用力于上模导套外直径,只能在冲头顶上用力。不能敲击上模套顶部,以免损坏转塔孔,缩短个别工位使用寿命。
十一、模具的检修
如果冲头被材料咬住,取不出来,请按如下所记项目检查。
1、冲头、下模的再刃磨。刃口锋利的模具能加工出漂亮的切断面,刃口钝了,则需要额外的冲压力,而且工件断面粗糙,产生很大的抵抗力,造成冲头被材料咬住。
2、模具的间隙。模具的间隙如果相对板厚选得不合适,冲头在脱离材料时需要很大的脱模力。如果是这个原因冲头被材料咬住,请更换合理间隙的下模。
3、加工材料的状态。材料弄脏了、或者有污垢时,脏东西附着到模具上,使得冲头被材料咬住而无法加工。
4、有变形的材料。翘曲的材料在冲完孔后,会夹紧冲头,使得冲头被咬住。有翘曲的材料,请弄平整后再加工。
5、弹簧的过度使用。会使得弹簧疲劳。请时常注意检查弹簧的性能。
十二、注油
油量和注油次数视加工材料的条件而定。冷轧钢板、耐蚀钢板等无锈无垢的材料,要给模具注油,注油点为导套、注油口、刀体与导套的接触面、下模等。油用轻机油。
有锈有垢的材料,加工时铁锈微粉会吸入冲头和导套之间,产生污垢,使得冲头不能在导套内自由滑动,这种情况下,如果上油,会使得锈垢更容易沾上,因此冲这种材料时,相反要把油擦干净,每月分解一回,用汽(柴)油把冲头、下模的污垢去掉,重新组装前再擦干净。这样就能保证模具有良好的润滑性能。
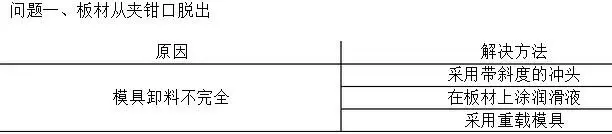
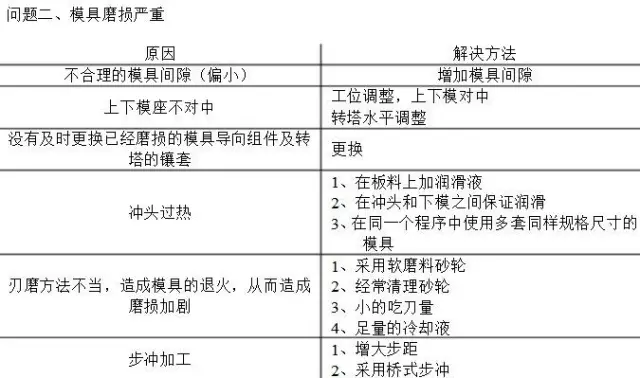
十三、模具使用过程中经常出现的问题及解决方法
十四、冲压非金属材料的注意事项
钣金工业的发展已经超出了传统意义上的金属板件加工,现在也包括非金属板料的加工。在数控冲床上加工非金属材料请注意以下几个方面的问题:
1、冲头、下模的刃口要保持锋利。
2、下模间隙要减少5%~8%(比冲冷轧板)。
3、采用正锥结构的下模。
4、进给速度小,以保证足够的卸料时间。
5、如果板料上有压痕,请采用轻型弹簧。
6、硬塑料冲压之前,请加足够的润滑液。
对于冲压软而薄的材料,最易出现的问题是表面的压痕,除保持刃口锋利外,最重要的就是要采用轻型弹簧或轻型弹簧组件,降低压料力,消除划痕。 十五、使用特殊成型工具的注意事项
1、不同型号的机器滑块的行程不同,因此要注意成型模具封闭高度的调整。
2、一定要保证成型充分,因此需要仔细调整,每次调整量最好不要超过0.15毫米,如果调整量过大,容易造成机器的损坏和模具的损坏。
3、对于拉伸成型,请选用轻型弹簧组件,以防止板料的撕裂,或因变形不均匀卸料困难等。
4、在成型模具周围安装球型支撑模具,防止板料倾斜。
5、成型位置应当尽量远离夹钳。
6、成型加工最好放在加工程序的最后来实现。
7、一定要保证板材良好的润滑。
8、定货时注意特殊成型工具的让位问题,如果两个成型的距离比较近,请一定要跟本公司销售员进行沟通。
9、因为成型工具需要较长的卸料时间,因此成型加工时一定要采用低速,最好要有延时。
十六、使用长方形切断刀的注意事项
1、步距尽量大,要大于整个刀具长度的80%。
2、最好通过编程来实现跳跃步冲。
3、建议选用斜刃口模具。
十七、在不超过机器公称力的情况下如何冲孔
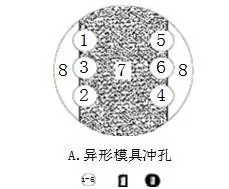
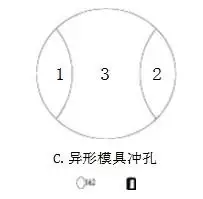
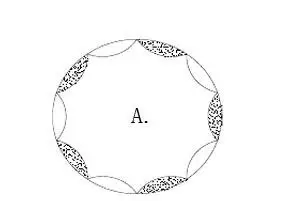
生产过程中需要冲大于114.3mm直径的圆孔。如此大的孔会超出机器公称力上限,特别对于高剪切强度材料。通过多次冲孔的方法冲出大尺寸孔可以解决这一问题。使用小尺寸模具沿大圆周长剪切可以降低一半或更多的冲压力,在你已经拥有的模具中可能大部分模具都能做到。以下的图示分别使用圆形、双D、带圆角矩形、凸透镜形模具都可冲出大孔径圆形。在这三种情况下,废料都从下跌落,没有废料留在工作台上。

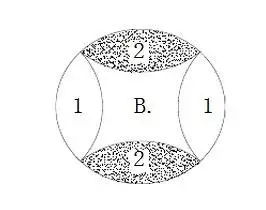
十八、一个冲大圆孔的简易方法
这种凸透镜的模具可被制成你所需半径尺寸。如果孔径超出冲床公称力,我们推荐使用(A)方案。用此模具冲出圆形的周边。如果孔径能在冲床公称力范围内冲成,那么一个放射形模具和一凸透镜模具就能在四次之内冲压出所需的孔而无须旋转模具(B)
十九、最后才向下成形
当选用成形模具时,应避免进行向下成形操作,因为这样会占用太多垂直空间和导致额外的平整或弯曲板材工序。向下成形也可能陷入下模,然后被拉出转塔,然而,如果向下成形是唯一的工艺选择,那么应该把它作为对板材的最后一步处理工序。
二十、防止材料扭曲
如果你需要在板材上冲切大量孔而板材又不能保持平整,成因可能是冲压应力累积。冲切一个孔时,孔周边材料被向下拉伸,令板材上表面拉应力增大。下冲运动也导致板材下表面压应力增大。对于冲少量的孔,结果不明显,但随着冲孔数目的增加,拉应力和压应力也成倍增加直到令板材变形。
消除这种变形的方法之一是:每隔一个孔冲切,然后返回冲切剩余的孔。这虽然在板材上产生相同的应力,但瓦解了因同向连续一个紧接一个地冲切而产生拉应力/压应力积聚。如此也令第一批孔分担了第二批孔的部变形效应。
二十一、如果你的不锈钢翻边变形
在制造翻边之前向材料施用优质成形润滑剂,这能令材料更好地从模具中分离出来,在成形时顺畅地在下模表面移动。如此给予材料一个更好的机会去分布被弯曲和被拉伸时产生的应力,防止在成形翻边孔边上出现的变形和翻边孔底部的磨损。
二十二、克服卸料困难的几点建议
1、使用带有细芯胶粒的冲头。
2、增加下模间隙。
3、检查弹簧的疲劳程度。
4、使用重载型模具。
5、尽量减少磨损。
6、适当采用斜刃口模具。
7、润滑板材。
8、大工位模具需要安装聚胺脂卸料头。
二十三、造成废料反弹的主要原因
1、刃口的锋利程度。刃口的圆角越大,越容易造成废料反弹。
2、模具的入模量。每个工位模具冲压时,入模量的要求是一定的,入模量小,易造成废料反弹。
3、模具的间隙是否合理。不合理的模具间隙,易造成废料反弹。
4、被加工板材的表面是否有油污。
|

























