一个完整的压铸生产企业要正常运作应有生产车间、辅助车间、动力设施、仓库及运输、行政管理及后勤等。而一个产品厂则还有机加工车间、装配车间和其他车间。压铸车间在工厂总平面布置中的位置应考虑以下几点:
1、压铸车间属热加工车间,产生烟气较多,从环境保护考虑,应将压铸车间布置在夏季主导风向的下风区,并在离工厂入口较远地方;也不应与锻压、砂型铸造车间靠一起。
2、考虑铸件的运输方便,尽可能靠近机械加工车间。
3、根据本厂生产规模、技术水平和发展可能性,宜留有发展余地。
4、创造良好工作环境,应充分利用自然通风和自然采光,避免西晒,厂房的纵向天窗轴线应与夏季风主导风向成60-90°角,以便排出烟气和有害气体。
5、根据防火要求,压铸车间与邻近建筑物之间应有一定距离,在车间周围应有消防车行驶道路。
6、镁合金压铸车间应是独立单层建筑,车间地面应高于其他地面。
二、压铸车间的布置
1、平面布置原则
1)车间的平面布置首先要考虑物料(炉料、金属液、铸件及浇注系统等)流程通畅、紧凑,避免来回输送。
2)在充分利用车间面积的同时应考虑压铸机维修,压铸型装拆、维护和存放场地。
3)主要生产工部(压铸、熔化)应布置在具有良好采光和通风地方。
4)办公室的位置应保证工作人员出入方便,并有较良好的工作环境。生活间应避免通过车间再到生活间。
2、压铸工部的布置
1)压铸机的布置应根据规模大小分别集中布置,对于自动化程度高的压铸车间,宜按机组布置,便于生产管理。
2)根据厂房条件和压铸机的大小不同可采用单列布置和双列(多列)布置。压铸机可垂直车间墙面,也可平行车间墙面布置,无论采用那种布置方法,压铸机最突出部分到墙面距离不应小于1米,车间内人行道不应小于1.5米,电瓶车的运输通道不应少于3米。
3)两台压铸机之间应根据压铸机的大小和周边设备多少、铸件装具、浇口余料放置情况,留有足够距离,以保证设备的运行和检修、模具装拆和清理、工人的操作等方面要求,并根据需要在压铸机外围设置防护网和金属隔板。
4)压铸工部厂房内应有起重设备,便于吊运模具和压铸机的零部件。
5)充分考虑操作人员的人体生理因素,保证足够的工作活动空间,较好的作业环境和职业安全卫生措施。
3、熔化工部的布置
1)熔化工部尽可能与压铸工部分开布置,根据不同的需要可布置在车间中部或端部,尽量采用少污染的能源。
2)应有足够的面积用于放置原材料、回炉料(仓库应另设置)和加料操作并留有运送金属液的通道。
三、压铸机的选择原则
压铸机的选择应考虑以下几个方面:
1、根据压铸件的合金种类和大小、生产类型,初步确定压铸机的类型。锌、锡、铅及镁(小件)等合金宜选用热室压铸机,铝、镁(大件)、铜等合金应选用冷室压铸机。产品品种少、批量大时,应选用自动化程度高配备齐全的压铸机。
2、确定压铸机基本机型后,根据压铸件的外形尺寸、重量、壁厚和技术条件确定压铸机机型,核算其锁模力、压室充满度、容模空间尺寸、压射能量。
3、确定压铸机机型后还要考虑空压射速度、液压系统和控制系统、可靠性等。
四、运输设备的选择
压铸车间运输的物料主要有压铸合金、金属液、压铸件、浇注系统及余料、压铸模。
1、压铸合金运输:一般可用叉车或吊车。
2、金属液运输:多用叉车,自动化较高的车间采用轨道式金属液自动配送系统。
3、压铸件、浇注系统及余料的运输:可采用专用小车或连续输送机。
4、压铸模运输:可采用单轨电动葫芦和单梁式或桥式起重机。
压铸车间厂房跨度一般应有18米或24米,最好选用24米。吊车轨顶高度取8.15米,屋架下弦最低高度取10.8米
六、压铸车间的平面布置实例
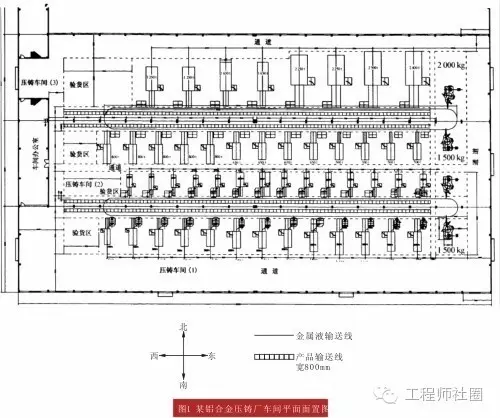
(图1 为南海某铝合金压铸厂车间平面布置图)





